InkPV Quality Standard
It’s not just a quality-assurance program. The Inkpv elevates solar to a standard unmatched by any other solar company in the world. Throughout every stage, we hold our products, our partners and ourselves to our benchmarks.
Beginning with product development, our team keeps a constant eye on real world conditions and how they affect our panels' performance. Our R&D group adheres to testing guidelines that far exceed industry requirements. We have stringent manufacturing controls. All of the materials we use in our products come from suppliers proven to deliver first-rate quality. We use a highly automated process to produce unparalleled precision in assembly, which is constant�ly supervised by computers and double-checked by real people. This level of attention ensures that every product.
We take care of every detail. So you don't have to worry
Solar success begins with a simple question: Will you choose to commit to quality and reliability, or are you willing to settle for less?
At InkPV, quality is more than a certificate. It is a way of life that has powered our success for more than three decades.
ISO 9001 certification of our manufacturing facilities is just the beginning.
Every InkPV solar system begins and ends with the highest levels of quality control, including stringent product management, extensive research and development, rigorous component selection and literally thousands of quality control data points through every stage of the manufacturing process.
PRODUCT MANAGEMENT
- Bench marking
- Market analysis
- Product design
- Material certification
- Failure analysis
R & D
- Sample inspection
- Long-term testing
- Material qualification
- Climate-chamber and field tests
SUPPLIER MANAGEMENT
- Selection
- Performance assessment
- Quality-assurance agreement
- Audits
- Incoming goods
Here are a few examples of how quality sets Inkpv apart:
- Research and Development: Our R&D team comprises the sharpest minds in the solar industry. This is where our dreams for a new solar panel or technology begin—always with quality front and center.
- Failure Modes and Effects Analysis: FMEA allows us to identify and prevent potential failure modes within a product or system. FMEA is especially integral to the design of our products, introducing new technologies and the selection of raw materials.
- Statistical Process Control: SPC ensures our advanced automated manufacturing equipment and processes con- silentlyproduce the highest levels of quality. We collect thousands of data points every second, then analyze the information to ensure that our processes stay within tightly controlled parameters.
- Manufacturing Execution System: Combined with our advanced statistical process control, MES enables us to precisely determine a solar panel’s power level, adding assurance that the power rating on the nameplate is what the solar panel will produce.
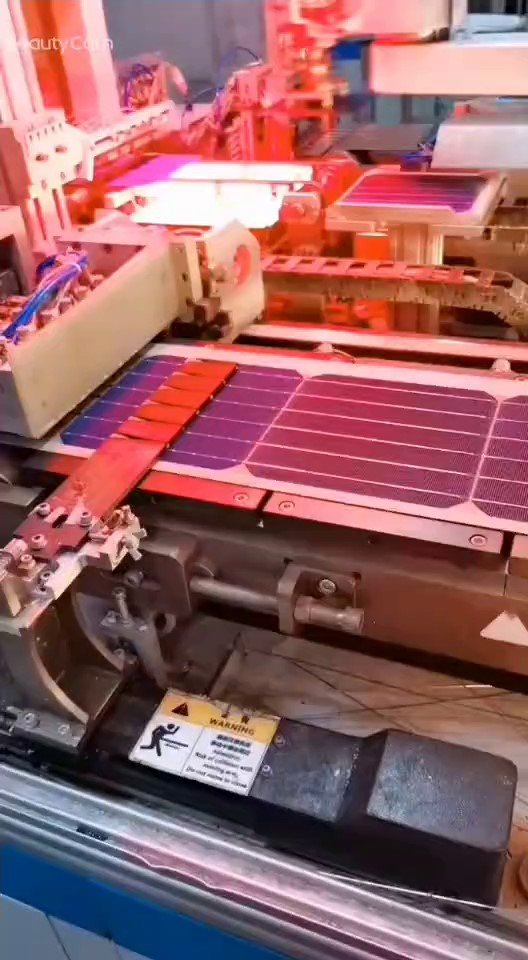
- Full Automation: . We employ a sophisticated, fully automated manufacturing process supported by the most technologically advanced equipment available—from crystallization to solar panel. To minimize potential damage, our cells move through our factory lines using state-of-the-art vacuum handling systems, touched by human hands only in final inspection. This sophisticated process is managed by equallysophisticated software and data-capture programs.
Only through careful application of this stringent process do our products meet the standard and can then display the Inkpv name.
Incoming materials inspection
InkPV maintains high-quality standards for all materials used in our products. Our suppliers undergo a stringent selection process. We have quality assurance agreements with each InkPV supplier, who must provide documented proof of manufacturing quality and environmental standards. We even go so far as auditing our suppliers' factories to ensure our high standards are met.
Visual inspections by experienced technicians further examine every component that arrives at our production plant. Only the highest quality, most flawless materials enter the production cycle.
SAFETY GLASS
Our technicians closely inspect safety glass for physical properties such as warping, perpendicularity, dimensions and edge finish. Any glass with crystalline inclusions, bubbles or edge damage is immediately removed.
Material properties and tolerances are precisely defined and closely matched. Materials that do not meet standards do not continue into production. Why such high quality standards? Our solar panels are designed to withstand extreme weather conditions, including heavy snow loads for 25 years .
We use thick, low-iron glass and optimize the mechanical strength to ensure they can easily deal with extreme loads. Plus a special anti-reflection coating maximizes efficiency and yield.
BACK SHEET
The quality of the back sheet and EVA are critical to the long-term durability of our solar panels, enabling them to
withstand extreme weather conditions and UV irradiation. In fact, few suppliers in the world can meet our high criteria.
Solar cells
Solar cells are the most important component of any solar panel. We are completely vertically integrated, meaning we undertake all steps of production of our panels. We begin with raw poly-silicon chunks, and melt them down to produce the perfect crystal that will eventually be turned into a solar cell.
- Each solar cell is inspected.
- Cells are classified according to color and power level, a step that most manufacturers skip.This increases aesthetic appearance our panels while ensuring the highest power delivery. Mismatches in cell power lead to module energy losses.
- The next step is the stringing process. We connect the front of each cell to the back of the adjacent cell via five soldering strips in an automated process called five-bus bar technology. We use five bus bars to create redundancy: If one bus bar stops working, then the cell will still produce power. The materials we use in the stringing process are carefully selected to ensure the integrity of the joints when they expand and contract with changing weather conditions.
Flawless cell soldering is crucial to the quality of our solar panels, which is why we rely on a highly automated and monitored process. Each module has 2,016 soldering points, and it is critical that a precise amount of pressure is applied at each of these points. That level of precision is not achievable with hand-soldering, the standard practice of many other manufacturers.
We then perform a regular peel test to monitor the soldering quality of the string production. Additional visual inspection of strings ensures there were no errors in cell print, cracks in the cells, mechanical damage or color deviations.
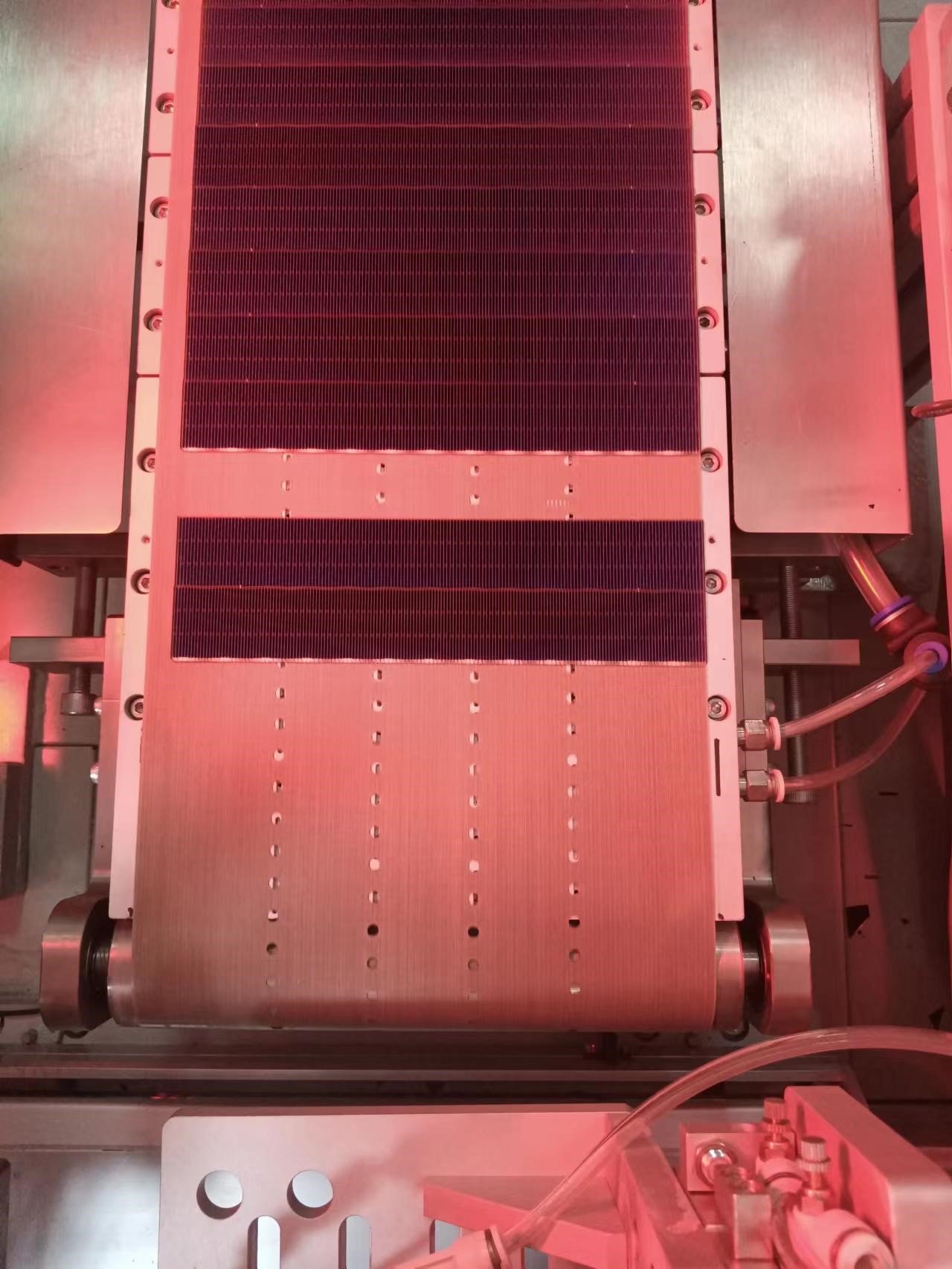
Laminator
The laminator contains a huge vacuum oven that bonds the laminate structure at high temperatures to a weather- and shock-resistant unit. Our experienced panel specialists carefully examine the resulting laminates. Only laminates featuring the front, back and edges in perfect condition pass to the next processing stage. We then check for stable and resilient bonding among individual laminate components with regular peel tests, which prevents the separation of individual unit components.
The laminate structure consists of the solar glass, two ethylene- vinyl acetate (EVA) sheets, the solar cell matrix and the back sheet, which are all sandwiched together. The structure is carefully examined for cell cracks and possible contact interruptions using sophisticated imaging measurements. Our experts also check for even spacing between cell strings and for impurities in laminates. Only laminates in perfect condition are approved for further processing
The quality of EVA and the level of curing in the lamination process is paramount in the long- term durability of the module and protecting the electrical circuit made up by the cells. By monitoring our lamination process with SPC, we can ensure that the lamination of the EVA is on target for each module and that they will stand the test of time.
Junction box
InkPV's compact-yet-robust junction boxes efficiently dissipate heat to safely maintain an ideal temperature. The connection boxes are welded to contacts, resulting in superior endurance over soldering under real world conditions. These fused connections ensure optimum safety at peak mechanical and thermal loads. The connection boxes are filled with high-quality silicone to protect against corrosion and mechanical loads, then systematically tested to ensure a perfect connection on every panel.
Framesbox
Laminates are transported to a fully automated framing station, where they are assembled with an aluminum frame and corner keys. These cast aluminum corner keys represent our third-generation evolution—at a time when many other manufacturers are still on their first—creating a joint that will not loosen over time.Then, our frames are filled with two-component silicone. Our quality experts continually check the silicone mixture for correct component ratios and measure the hardness of the silicon after 24 hours to ensure an extremely stable laminate-to-frame connection.
Thanks to this high-quality bonding, our solar panels have above-average stability and can easily withstand high loads, such as avalanche snow or hurricane force winds.
Proven performance
After framing, the performance of every InkPV panel is measured in a flasher, which is one of our most critical tests. Under standard test conditions (1,000 W/m2 at 25°C & 1.5 AM) the panel is flashed with a light spectrum at an angle of 90 degrees. The current-voltage characteristic records the actual performance of the solar panel and tests electrical safety.
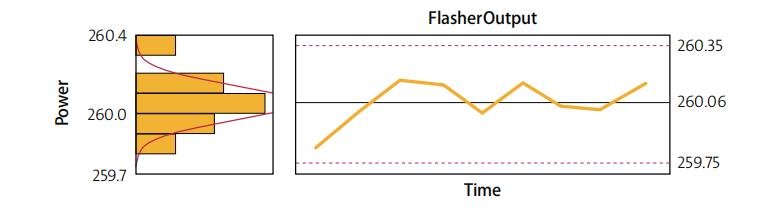
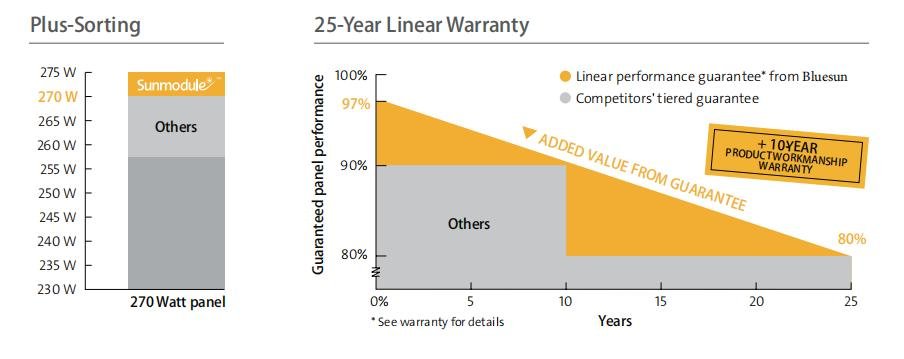
Using these results, our solar panels are categorized according to performance during a process we call “plus-sorting.”Only those panels that demonstrate a nominal power performance or higher move forward, making this process synonymous with the highest level of efficiency.
Since accurate measurement is crucial to determining the nominal performance of each solar panel, we invest considerable effort into making sure our flashers are precise. Our process control includes:
Regularly monitoring and calibrating each flasher using reference panels from the Fraunhofer Institute for Solar Energy Systems. By combining our automated manufacturing systems with advanced Statistical Process Control, InkPV can better determine the power level of the module with more accuracy and precision.
We are so confident in the outstanding quality of our solar panels that we were the first solar company to offer a 25-year linear warranty and a 10-year product workmanship warranty
Our quest for quality doesn’t end with production. Before one of our solar panels leaves our facility, we perform a final electric luminescence measurement and a final visual check by our experienced technicians. Then we perform random product checks: We measure and recheck the lengths and widths of the solar panels and rearm perfect insulation. Only then can a InkPV panel begin its journey to the customer.
We test, test and test again
To deliver the industry's most reliable panels
Solar panels are exposed to extreme conditions over many years, including strong sunshine, high temperatures, biting frost, heavy storms, dense snow loads, blowing sand, desert-like conditions and tropical humidity. We take our solar panels to their limits so that our customers can be assured of maximum returns on their investments.
Our specialists thoroughly test materials, prototypes and finished solar panels to determine performance. These include climate chamber, electrical, mechanical and UV tests in accordance with U.S. and European standards. Then we test even further. Our test requirements go way beyond those defined by the most stringent international standards, and these tests are repeated multiple times.

Every solar panel must satisfy our strict performance and safety criteria with no exceptions. This is the InkPV standard for quality
Life-extending measures to ensure reliability.
What actually happens to solar panels once they are installed? How does their ability to produce electricity changeover time?
At InkPV, our specialists regularly conduct long-term tests in a climate chamber to uncover the answers to questions like these. The lessons they learn are incorporated into product development so that we can continually improve the durability, safety and efficiency of our products.
The entire life cycle of a solar panel is simulated in a long-term test in a climate chamber. The International Electric technical Commission (IEC) issues internationally valid standards for solar panels and specifies the climate chamber tests to be conducted.

IEC tests
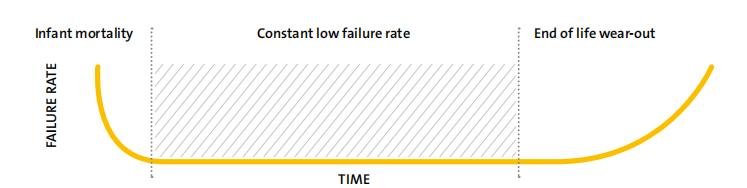
We carry out many more IEC tests than international standards require. These tests help us improve the quality of our products by providing valuable information on the real world behavior of our solar panels. In the first test cycle, we detect early failures, which may be the result of construction, production or material flaws.
These tests are carried out during the product-development stage and hence before the product enters the market. Additional test cycles simulate other potential failures, such as random errors or aging due to material fatigue and degradation.
By using this data, we can extend the lives of our products, improve their properties and reduce error rates. IEC tests are regularly performed on random solar panels taken from our production sites. These are then examined and tested for performance after each test cycle.
Hemispheric lighting test
The hemispheric lighting test examines the behavior of our solar panels under conditions that are as authentic as possible. This test allows us to simulate daily and annual light conditions, and temperature variations.
- The sun’s trajectory is simulated for any location on earth in the light test stand.
- Various environmental factors are replicated, such as temperature, changing wind conditions, the angle of solar radiation, light spectra, and direct and diffuse irradiation.
- An optical measuring unit, known as an integrating photometer, allows us to measure solar panel capacity by examining the simulated light conditions in more detail.
Our evaluation of the lighting test data ensures that our solar panels provide optimal performance under varying light and temperature conditions.
Mechanical load test
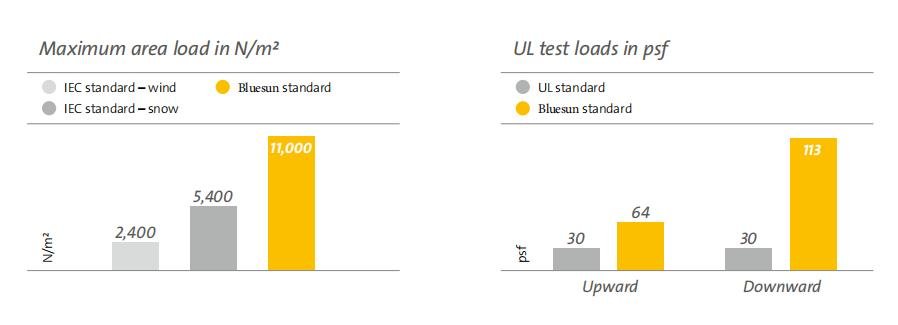
In severe winter and at higher altitudes, solar panels can be exposed to extreme wind pressure as well as wind suction and snow loads. A mechanical load test, in which we simulate these conditions, ensures our panels can withstand these extreme conditions. Alternating pressure and suction is applied up to 1.2 million times via suction pads attached to the upper surface of the solar panel. Using both static and dynamic forces, solar panels are tested with an 11,000 N/m2 load, far exceeding IEC standards.
Inclined plane test
Solar panels are usually installed parallel to the roof rather than horizontally. When snow and ice slide down a panel, it applies pressure to the lower part of the frame.
Normal mechanical load tests examine the effect of an evenly distributed snow load on a horizontally installed solar panel. To replicate real-world conditions, our module testing lab developed the inclined plane test, during which a load of up to one metric ton is placed on a solar panel installed at a tilt. This concentrates pressure on the lower edge of the panel, simulating real world conditions.
UV light aging test
Roof- and ground-mounted solar panels are exposed to many years of intense UV radiation. Since UV endurance is a must for solar panels, we developed a test specifically to analyze UV endurance.
To simulate 25 years of UV radiation, which is the equivalent of 1,300 kWh/m2, we test the UV resistance of our solar panels at 60°C in the wavelength range of 280 to 400 nanometers. For desert conditions, we test up to 3,000 kWh/m2, which far exceeds the IEC test standard of a cumulative UV dose of 15 kWh/m2. As a point of comparison,
the annual UV radiation in the U.S. is 80 kWh/m2 alone.
The excellent results of our solar panels in the UV endurance test qualifies them for the brightest spots on the planet.

Field installation tests
The weather resistance of our solar panels is also tested outdoors in the real world—not just under laboratory conditions. We install solar panels in ground-mounted test areas in various climate zones to expose them to real wind and weather conditions. The panels are observed and tested for performance and insulation over varying periods of time.
The information gained from these tests is then incorporated into our continuous eorts to improve our panels. Our efforts are a proven success. Data consistently shows that our panels perform well above 100 percent of the predicted levels.
Peel tests
Over time, weather can adversely affect the reliability of both sheet-to-glass and inter-sheet connections. Through a peel test that measures the force required to disconnect the sheet, we are able to analyze the quality of our sheets and their interconnections. Peel tests consistently confirm the superior quality of materials used in our solar panels, which is a key contributor to the long lifespan of our products.
Electrical tests
Through electrical tests in both wet and dry conditions, we ensure the proper insulation and safety of our solar panels. Solar panels are inspected after mechanical loads have been applied as well as after simulations of various temperature cycles.
Hot spot test
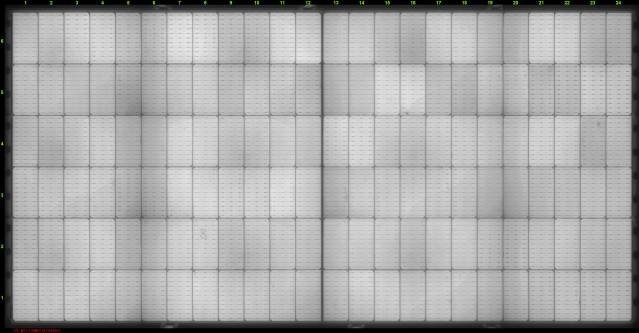
Cells and solar panels may have defects such as micro-cracks or contact breaks that are undetectable, even by trained experts. An electric luminescence measurement quickly brings these defects to light. During this high-resolution diagnostic process, the solar panel is supplied with current and operated as a luminous diode while a camera films the light being generated. Damaged cell areas appear darker.
Thermography is another diagnostic imaging system we use. Based on the thermal image captured by a thermographic camera, we can detect intermediate resistance, thermal zones or conduction loss in solar cells, contacts and junction boxes.
A thermographic camera also examines solar panels for “hot spots,” which can damage the panel over time. Hot spots can occur when solar panel cells that lie in the shadow of a tree or chimney heat up as a result of residual electricity.
Climate chamber tests
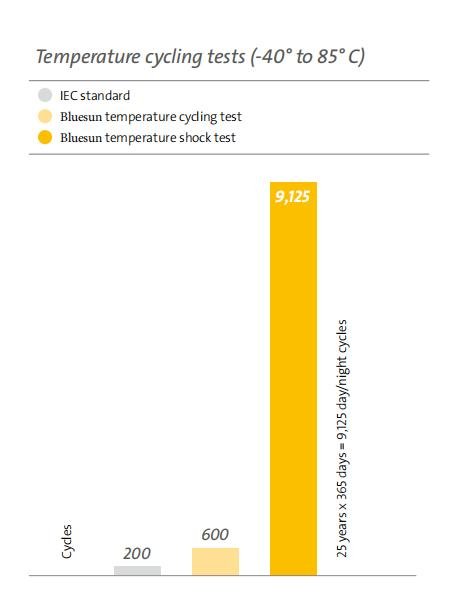
Temperatures vary greatly around the world, but we de�sign our solar panels to last for at least 25 years—in rain, snow, humidity and other extreme conditions. The weather resistance of our solar panels is tested at length—far more extensively than IEC standards require.
Our highly accelerated life-cycle test first exposes our solar panels to -40°C for at least 30 minutes. Within the following 10 seconds, the solar panels are put in an oven preheated to 85°C for an additional 30 minutes. This temperature change is repeated a total of 9,125 times, thereby exposing our solar panels to an accelerated, 25-year aging process in a short amount of time.
These outstanding test results confirm that our solar panels are well suited for use in extreme climate conditions.
Panel-breakage and hail-impact tests
Heavy or hard objects, such as hailstones, occasionally fall onto roofs, and roof-mounted solar panels must be able to withstanding these impacts. To ensure that our panels are stable and break-resistant, we subject them to the most brutal tests we can devise.
During our hail-impact test, we replicate a natural hail storm by dropping a 1.1-pound, 1-inch steel ball onto the solar panel from a height of 13 feet. This is repeated up to 20 times in the same place on at least 11 different points of impact. (The IEC specifies a standard weight of ¼ ounce per steel ball.) We also simulate the mechanical load of objects by dropping a 99 pound lead-filled sack from a height of 4 feet onto the middle of a vertically positioned solar panel up to three times.
While we undertake extensive testing requirements, we don’t stop there.
While we undertake extensive testing requirements, we don’t stop there. InkPV consistently goes the extra mile by asking independent testing institutes to certify our panels as well. The InkPV Standard consists of more than just our tough quality standards.